OEE – Wat is dat eigenlijk?
Als coach van verbeterprocessen kom ik bij bedrijven die “alles al gedaan hebben”. Ze “werken al lean”, ze letten enorm op de kosten en denken nauwelijks overbodige handelingen te doen. Laatst was ik bij een bedrijf dat me ook met dit soort beweringen ontving, maar waar wel elke zondag nog 2 ploegen aan het werk moesten om de klantvraag enigszins bij te kunnen houden. Met de mensen van de werkvloer inventariseerden we een aantal zaken die wij heel belangrijk vinden. Eén ervan is de OEE, vooral van de bottleneck in het productieproces. Hier bestond die uit 4 grote metaalpersen, waar onderdelen gestanst en gevormd werden, die verderop tot een halffabricaat werden afgemonteerd. Vier enorme gevaartes, waar aan de ene kant rollen staal in verdwenen die aan de andere kant metalen bakken vulden met het benodigde onderdeel, natuurlijk in vele varianten.
Als je er langs kwam, viel mij op dat deze vier persen nooit alle vier in gebruik waren. Altijd stond er wel eentje stil, meestal wel twee, vaak zelfs alle vier. Voor deze kolossen werden natuurlijk meetgegevens bijgehouden, waaronder de OEE-waarde. Een getal waar de mensen in de hal verder niet zoveel mee konden of hadden, maar wat kantoor opgeschreven wilde zien. Er was ergens een formule, en als je daar wat getallen uit de productie in invulde, kwam er een percentage uit, en dat vulde je dan in achter OEE in de tabel. Makkelijk zat.
Die OEE bedroeg op dat moment 54%. En was slechter geweest, dus men was eigenlijk best tevreden dat men weer boven de 50% zat, in de goede helft.
Ik ben met een groepje vakmensen eens gaan bekijken wat dit nu eigenlijk betekende voor henzelf. Het is belangrijk met de mensen stap voor stap de OEE te bepalen. Zo ontstaat een heel andere beleving dan het invullen van parameters in een formule, hoewel de uitkomst niet anders hoort te zijn.
We beginnen met een stopwatch. Hoe lang duurt het voor een goed lopende pers om 10 producten te maken? Deel dit door 10 en je hebt de cyclustijd van de machine. Deze is en blijft de basis waar we steeds mee werken. Allereerst gaan we nu een theoretisch maximum berekenen: hoeveel producten zouden we produceren als we deze cyclustijd een complete shift van 8 uur zouden draaien? Dat aantal producten komt overeen met een OEE van 100%.
Dan willen we weten hoeveel producten we in de laatste shift van 8 uur geproduceerd hebben.
Stel dat onze pers iedere 2 seconden een product uitspuwt. Dat zijn er in theorie (bij een OEE van 100%) dan 30 per minuut, dat zijn er 1800 per uur en 14.400 in een shift van 8 uur. Als we in de laatste shift 8.640 stuks uit deze pers gekregen hebben, dan hebben we dus een OEE van exact 60% gehad. Bij een OEE van 54% (op dat moment de gemiddelde waarde) komen er maar 7776 stuks uit de pers. Let wel: dit is het aantal goedgekeurde delen, die dus verder het montageproces in kunnen.
Nu kunnen we verder rekenen. Met 7776 stuks hebben we in de 20 shifts (de hele week van 7 dagen minus de zondagnacht) 155.520 stuks geproduceerd. Dit aantal is kennelijk nodig om de vraag van de klant bij te kunnen houden. Als we nu voortaan graag de zondag vrij willen houden (wat na enkele maanden echt noodzakelijk werd, mensen willen toch echt ook wel eens een dagje thuis kunnen zijn) willen we niet 20 maar slechts 18 shift in de week werken (6 dagen van 3 shifts). Delen we 155.520 door 18, dan blijken we precies op 8.640 stuks per shift uit te komen. Dit getal hebben we samen met de erbij horende OEE van 60% tot doel verheven: als we boven een OEE van 60% komen, hoeven we niet meer op zondag te werken!
Hiermee was voor de mensen die met deze 4 persen werken het getal OEE ineens niet langer een getalletje op een briefje, maar een heel bruikbaar instrument en tegelijk een keiharde grens waar we samen door heel goed na te denken en op te letten overheen moeten en kunnen komen. Dat heeft dan ook geen drie weken geduurd. Voor de betrokkenen een wereld van verschil, voor de onderneming een enorme besparing. Vereiste investering: niet noemenswaardig.
OEE verbeteren – hoe pak je dat aan?
In ieder productieproces is een hoge OEE van levensbelang. Hoe belangrijk dat kan zijn, leest u in het stukje hierboven, over wat een OEE nou eigenlijk is. Maar als je de OEE wilt verbeteren, hoe doe je dat dan?
We gaan even terug naar het voorbeeld van de automotive supplier uit het stukje hierboven. Die vier persen hadden een OEE van 54%, wat erop neerkomt dat in 54% van de tijd goede producten uit de pers kwamen en dus 46% van de tijd niet. En die 46% gaan we nu precies bekijken. Opdracht aan het verbeterteam is dan ook: maak een cirkelciagram van de ptoductietijd, met daarin zichtbaar gemaakt hoeveel % daarvan goede producten oplevert en hoeveel tijd we verspillen. Ga dan dieper kijken naar die verspilling: kijk bij de machine wat je ziet gebeuren in die 46% van de tijd anders dan gewoon lopende productie. En breng dat in beeld in een tweede cirkeldiagram, waarbij die 46% de hele cirkel is. We willen dus zicht krijgen op wat er gebeurt in de NIET productieve tijd.
In één of andere vorm zal men nu een dergelijk beeld krijgen:
OEE en niet-OEE
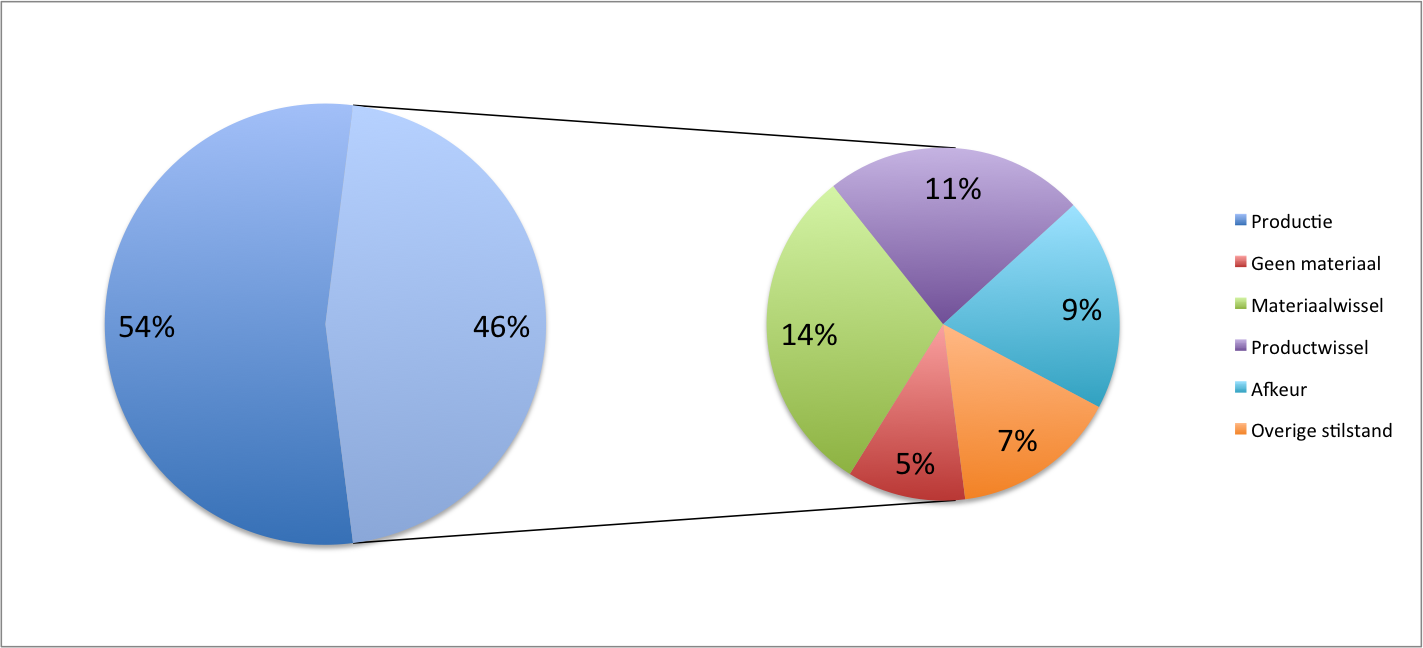
Klik op de grafiek voor een grotere afbeelding.
Het materiaal zijn hier de grote rollen staal waaruit de pers de delen stanst en vormt. Vooral het moment dat een rol op is en men een nieuwe rol plaatst blijkt kwetsbaar. Regelmatig is de juiste rol niet voorradig en als hij op voorraad is kost het plaatsen nog steeds veel tijd.
Productwissel kost een kwart van de capaciteit. Nader onderzoek in de “afkeur” en de “overige stilstand” leert dat daar problemen in zitten die eigenlijk met de productwissel samenhangen. Loopt het eenmaal, dan gaat alles daarna urenlang goed.
Hiermee heeft het verbeterteam voor zichzelf duidelijk waaraan ze moeten werken om de OEE te verbeteren. Een veel dieper inzicht dan de standaardberekening van OEE geeft:
% beschikbare tijd X % geproduceerde tijd X % goede kwaliteit.
Door de 5 elementen van deze grafiek gestructureerd aan te pakken heeft het team niet alleen de zondagdiensten weten te schrappen maar ook de zaterdagdiensten. Dat de OEE hiervoor boven de 72% moest komen wist al heel snel ongeveer iedereen in de fabriek. Eindelijk weer het hele weekend thuis kunnen zijn!
OEE? Maar we zouden toch Lean…?
Wat heeft het verbeteren van de OEE van een installatie nu met het inrichten van Lean processen te maken? Als je de problemen in een pers oplost, ben je toch alleen met point kaizen bezig?
Klopt. Maar om een goed functionerend Lean productieproces te maken heb je wel een hoge mate van processtabiliteit nodig. En die blijkt – vreemd genoeg – in veel gevallen niet voorhanden te zijn. Kijk dus eerst, voor je ergens met Lean aan de slag gaat, of het huidige proces wel stabiel is. En daarvoor is de OEE (Overall Equipment Efficiency) een heel goede indicator. Wel is het zaak na te gaan hoe deze wordt berekend. Wij hebben in een bedrijf na enkele kleine verbeteringen meegemaakt dat de OEE naar 107% steeg. De berekening ervan was zo in elkaar gezet dat het management met de uitkomst tevreden zou zijn. De OEE moest boven de 85% zijn, en dat was deze ook “altijd”. Maar niet in onze berekenwijze. Zelfs na de verbetering nog niet.
Heel gevaarlijk blijkt de OEE uit het systeem te zijn. Men kent dan niet eens de formule waarmee de OEE wordt berekend, maar leest eenvoudigweg een getal uit de PC. Een getal dat dan ook compleet nietszeggend is geworden. Waar men geen enkele voorstelling bij heeft wat het eigenlijk betekent.
Daarom eens te meer onze variant van OEE: hoeveel procent van de idealiter te maken aantallen zijn ook echt gemaakt? Laat de mensen die het werk doen aan de machines zelf vaststellen hoeveel idealiter gemaakt zouden kunnen worden wanneer de machine op volle snelheid continu zou kunnen werken. En laat ze zelf het verschil berekenen met de hoeveelheid die ze zelf met diezelfde machine in de afgelopen uren geproduceerd hebben.
Mijn ervaring is dat, wanneer je dit per uur laat doen, en je laat het resultaat op een whiteboard zetten (in groen bij meer dan de afgesproken streefwaarde, in rood bij minder), de resultaten snel verbeteren. En beter blijven. Wanneer de leidinggevenden er tenminste interesse in tonen. Want vreemd genoeg zijn zij in veel gevallen net zo onwetend over de werkelijke waarde van dit begrip. Gebruik de OEE als stuurinfo!
Een OEE van vijf punten onder de lijn? Chef erbij, samen kijken wat er mis gegaan is (5W analyse!) en hoe we er samen voor kunnen zorgen dat ons dit nooit meer gebeurt.
En dan, als de OEE zich stabiliseert op een hoger niveau, kunnen we aan de slag met Lean. Hoe maken we van het huidige push proces een pull proces. Hoe laten we de klantvraag de productie sturen, zodat we nooit teveel en nooit te weinig van alle varianten op voorraad hebben en we altijd binnen een acceptabele tijd kunnen leveren.
Hoe je dat doet? Daarover binnenkort meer.